如何开始作为初学者焊工
这终于是一个焊接逆变器,一个焊工的面罩和电极在你面前。这不是经验丰富的焊工所需要的全部,但对于初学者来说已经足够了。 学会用电焊做饭.
首先,您需要将两条电缆连接到逆变器。一根带有电极支架的电缆,另一根带有接地端子的电缆
将哪条电缆连接到逆变器的正极或负极的位置更好还不是那么重要。您可以了解更多关于正反极性的知识,逐步学习焊接的基础知识
因此,我们大胆地将电极座连接到逆变器的正极,将接地的夹子连接到负极,将电极插入电极座并尝试烹饪。在这种情况下,在点燃电极之前,适当调整逆变器上的焊接电流。只需使用带有电极和焊接电流参数的表格(见上文),然后选择最合适的值。
所以,首先你需要学习如何点亮弧线。这是通过轻轻敲击金属上的电极或将其尖端轻轻移动到金属上来完成的。对于初学者,最好使用第二个选项。
没有必要将电极太硬地粘在金属中,因为它肯定会粘在表面上。一旦焊接电弧亮起,您需要在焊接过程中保持其持续燃烧。在这种情况下,电极与金属表面的距离应该在2-3毫米左右(短弧)。
如果一切顺利并且电弧燃烧,您可以尝试焊接工件。为此,请将电极倾斜到一侧并保持 40-60 度角。轻轻地开始沿着接头从一侧移动到另一侧。您可以通过各种方式引导电极,但根本不可能一次掌握所有内容。
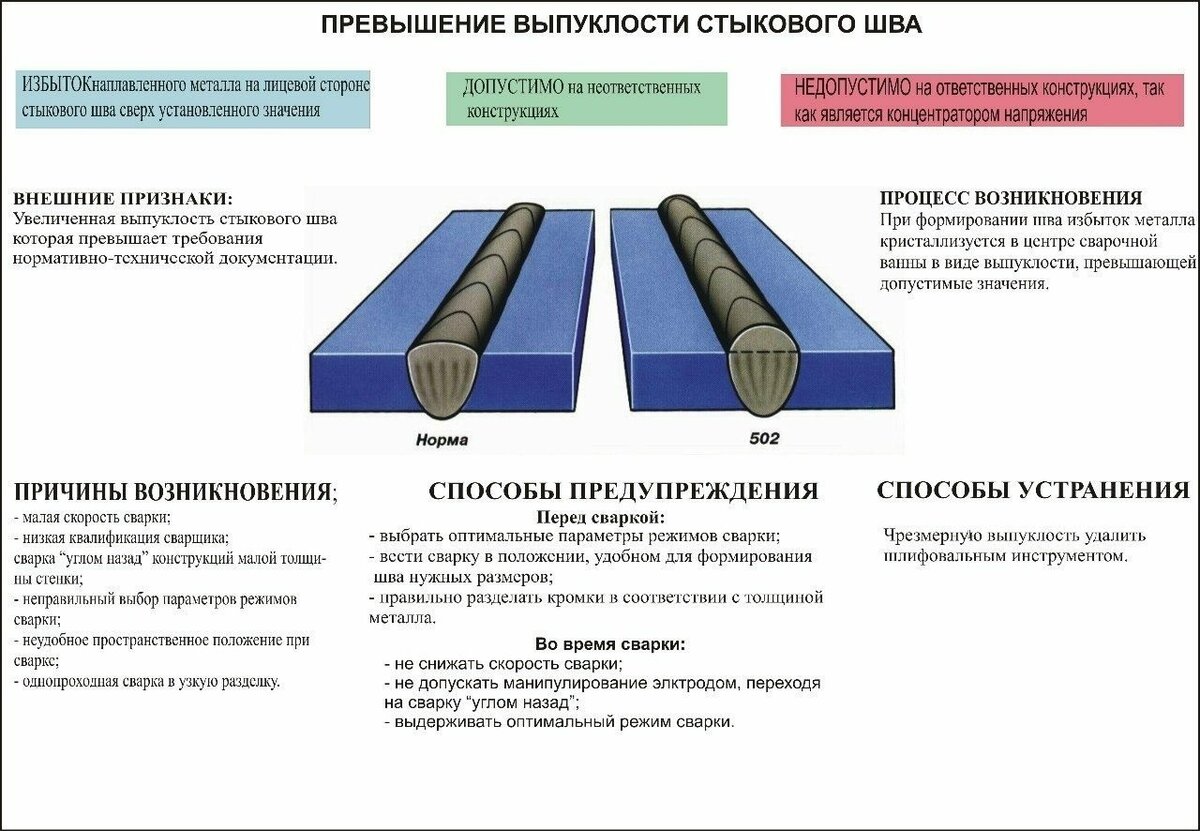
焊接接头和接缝可能存在的缺陷
电焊是一个复杂的过程,并非总是一切顺利。
由于工作中的错误,接缝和接缝可能存在各种缺陷,包括:
- 陨石坑。焊道中的小压痕。可能由于断弧或接缝的最终片段执行中的错误而出现。
- 毛孔。由于零件边缘被锈、油等污染,焊缝会变得多孔。此外,当焊缝冷却过快、焊接速度快以及使用湿电极时,也会出现气孔。
- 底切。它们看起来像缝珠两侧的小凹痕。它们在焊接角接头时电极在垂直壁方向上位移时出现。此外,在使用长弧工作或焊接电流值过高时会形成咬边。
- 夹渣。焊道内有碎渣。如果边缘脏、焊接速度快或焊接电流太低,就会发生这种情况。
这些是最常见的焊接缺陷,但可能还有其他缺陷。
电焊技术
电焊是在高温影响下发生的过程,高于金属的熔化。作为焊接的结果,在金属表面上形成所谓的熔池,该熔池填充有熔化的电极,从而形成焊缝。
因此,实施电焊的主要条件是点燃电极电弧,使被焊工件上的金属熔化并充满焊池。简而言之,一个毫无准备的人似乎很难做到这一点。首先,您需要了解电极燃烧的速度,这取决于它的直径和电流强度,并且还能够在金属焊接过程中区分熔渣。
此外,在焊接过程中(从一侧到另一侧)要保持均匀的速度和正确的电极运动,使焊缝光滑可靠,能够承受断裂载荷。
如何点亮弧线
开始电焊的发展应以正确引弧为起点。培训最好在一块不必要的金属上进行,但它不应该生锈,因为这会使任务严重复杂化,并且可能会使新手焊工感到困惑。
启动圆弧有两种简单的方法:
- 通过快速触摸工件表面上的电极,然后将其向上拉至 2-3 mm 的距离。如果将电极从上面的金属中提起,电弧可能会消失或变得太不稳定;
- 将电极敲击在待焊工件的表面,就像点燃火柴一样。有必要用电极的尖端接触金属,并将其在表面上方(朝向焊接部位)拉 2-3 厘米,直到电弧点燃。
第二种引弧方法最适合初学者电焊工,因为它是最简单的。此外,对金属的短期指导会使电极升温,然后用它做饭变得容易得多。


引弧后,应尽量靠近工件表面,距离不超过0.5厘米,此外,此距离必须始终保持大致相同,否则焊缝会损坏。丑陋且参差不齐。
焊接速度
电极的速度取决于被焊接金属的厚度。因此,它越薄,焊接速度越快,反之亦然。当您学习如何点燃弧线并开始或多或少地烹饪时,这方面的经验会随着时间的推移而出现。下面的图片显示了说明性示例,您可以通过这些示例了解焊接的速度。
如果缓慢,则焊缝会变厚,并且其边缘会强烈熔化。相反,如果电极驱动过快,则接缝薄弱且不均匀。在正确的焊接速度下,金属完全填满熔池。
此外,在练习焊接时,您需要监控电极相对于金属表面的正确角度。角度应约为 70 度,必要时可以更改。在焊缝形成期间,电极的运动可以是纵向的、平移的和振荡的,从一侧到另一侧。
这些电极引导技术中的每一种都可以让您获得所需的接缝,减少或增加其宽度,还可以更改一些其他参数。
焊接方法
目前,有许多用于焊接的方法。它们根据不同的标准进行划分。此信息对初学者很有用,因此您绝对应该阅读它。
根据加热情况,产品的边缘可能会完全熔化或处于塑性状态。第一种方法还需要对要连接的零件施加一定的力——压焊。
在第二种情况下,连接是由于形成熔池而形成的,熔池中存在熔融金属和电极。
还有其他焊接方法,其中产品根本不加热 - 冷焊,或不带入塑性状态 - 使用超声波连接。
焊接方法和类型。
下面列出了其他类型的焊接:
- 铁匠。
在这种方法中,将要连接的产品的端部在炉中加热,然后进行锻造。这种方法是最古老的方法之一,目前几乎没有使用。 - 气体压力机。
产品的边缘在整个平面上被氧-乙炔族加热并达到塑性状态,之后它们受到压缩。这种方法是高效和高产的。用于天然气管道、铁路、机械工程的建设。 - 接触。
这些部件包含在焊接设备的电路中,电流通过它们。零件的接触点发生短路,导致结处放出大量热量。足以熔化和连接金属。 - 对接,点和接缝 - 紧固产品的各种接触方法。
- 滚筒。
它用于需要高质量和可靠接缝的片材结构的连接。 - 铝热剂。
金属通过燃烧铝热剂(铁鳞粉和纯铝的混合物)结合在一起。 - 原子水。
产品的边缘在两个钨电极之间的电弧燃烧作用下熔化。电极连接到提供氢气的特殊支架上。结果,焊接熔池的电弧和液态金属受到氢气的保护,免受氧气和氮气等大气气体的有害影响。 - 气体。
该方法的本质是使用火焰加热和熔化零件。火焰是通过在氧气气氛中燃烧可燃气体获得的。使用特殊的燃烧器获得气体-氧气混合物。
气焊方法是指熔焊。产品之间的间隙用填充焊丝填充。这种方法广泛应用于人类生活的各个领域。最常见于连接薄壁产品、有色金属、铸铁时。
当使用逆变器设备时,电极的极性非常重要。根据方案,零件的加热强度会发生变化,从而可以创建不同的焊接条件
提示六
醉海齐膝。切勿在酒精影响下进行焊接。与其做焊接“喝酒”不如下班。该建议与乌克兰有关。我不得不看一个第四类焊工在醉酒焊接后是如何结婚的。第二天,他简直不敢相信自己的眼睛。他否认这是他的工作。如果设计是负责任的,那么一切都会变得更糟。在一家建筑公司,一名无法进行垂直接缝的焊工被派往现场,他的任务包括安装和安装阳台和栏杆。现在想象一下,他大部分时间都是在喝醉的时候做这项工作。对了,这些摩天大楼已经有人居住了,建筑公司也已经很久没有存在了。



在家焊接需要什么?
要进行这项工作,您首先需要一台焊接机。它有几个品种。
让我们决定更喜欢哪一个。
- 焊接发电机。一个显着的特点是能够产生电能并使用它来产生电弧。在没有电源的情况下会很有用。它具有令人印象深刻的尺寸,因此使用起来不是很方便。
- 焊接变压器。该设备将从电源提供的交流电压转换为不同频率的交流电压,这是焊接所必需的。这些设备易于操作,但尺寸很大,会对可能的电涌产生负面反应。
- 焊接整流器。一种将电源提供的电压转换为直流电的设备,这是形成电弧所必需的。不同的紧凑性和高效率的工作。
对于家庭使用,逆变器类型的整流器是首选。它们通常简称为逆变器。设备非常紧凑。工作时挂在肩上。该设备的操作原理非常简单。
它将高频电流转换为直流电。使用这种类型的电流可提供最高质量的焊接。
焊接发生器可以在没有网络的情况下工作。它自己发电。该系统非常庞大,很难使用它。
逆变器很经济,它们通过家庭网络工作。此外,最好与他们一起为初学者工作。它们非常易于操作并提供稳定的电弧。
逆变器的缺点包括比其他设备成本更高、对灰尘、湿气和电涌敏感。
家庭焊接选择逆变器时,要注意焊接电流值的范围。最小值 - 160-200 A
附加的设备功能可以使新手的工作更轻松。
在这些令人愉快的“奖金”中,值得注意的是:
- 热启动 - 这意味着在点燃焊接电弧时提供的初始电流增加。多亏了这一点,电弧更容易激活。
- Anti-Stick - 如果电极棒被卡住,自动降低焊接电流。这使它更容易取下。
- 电弧力 - 如果电极被太快地带到工件上,则增加焊接电流。在这种情况下,不会发生粘连。
除了任何类型的焊接机外,您还需要电极。最好根据特殊表格选择他们的品牌,该表格表明要焊接的材料类型。
您还需要一个焊接面罩。最好的是戴在头上的那个。你想拿在手里的模型非常不舒服。
必须只穿着防护服进行焊接。一个特殊的面罩可以保护您的眼睛免受紫外线辐射和飞溅,紧身西装和帆布手套可以防止灼伤
面具可以是简单的有色玻璃或所谓的“变色龙”。后一种选择更可取,因为当出现弧线时,玻璃会自动变暗。
必须只穿着防止飞溅和紫外线辐射的特殊服装工作。它可以是厚棉质工作服、靴子或高筒靴、帆布或橡胶手套。
你还需要什么
没有电极的焊机是一个完全没用的单元。电极是消耗品,它们也不同:消耗品和非消耗品、金属(由钢、铜和其他金属制成)和非金属、线材或刚性棒的形式,具有不同的保护涂层等。
对于那些想知道如何正确焊接电极的人,最好从 3 毫米或 4 毫米厚的万能钢棒开始。包装上标明了直径,选择合适的并不难。与他们一起掌握了工作,将有可能切换到其他类型,但他们不太可能在日常生活中需要。
逆变器电极
除了焊接耗材外,您肯定还需要一个焊工口罩。没有它是绝对不可能工作的,否则你很快就会得到眼睛角膜灼伤等许多视力问题。最好的是带有变色龙玻璃的面具。或者更确切地说,具有自动滤光器,可对照明变化作出反应并保护眼睛免受有害辐射。



还建议购买不会被火花灼伤的合适的衣服、鞋子和手套,在这种情况下,可以防止触电。
从工具中,您将需要一把锤子来敲掉焊缝上的刻度,以及各种虎钳、夹具和磁性角,您可以使用它们将要焊接的零件固定在所需的位置。
初学者焊工的最低设置
焊接元件
在自信地掌握了焊接过程的基础知识后,您可以继续将元素连接到一个单一的结构中。在这里,金属对这种冲击的反应也有一些微妙之处。
首先,您需要正确评估接缝的长度,并确保它不会在接缝处拉扯要接合的零件。为此,必须借助夹子或其他方法将它们固定在给定位置。为了修复固定,他们在几个地方用横向接缝抓住它。只有这样他们才会烫伤。
焊接顺序取决于接头的长度。在一个方向和一次运行中,只能焊接长达 300 毫米的短接缝。如果该距离较大,则必须通过小段缝合来补偿由此产生的应力。
接缝图案取决于长度
工作结束时不太漂亮的接缝可以用磨床仔细切割和打磨。
电焊基础知识
今天的焊接金属接头是最可靠的:零件或零件融合成一个整体。这是由于暴露在高温下而发生的。大多数现代焊接机使用电弧来熔化金属。它将冲击区的金属加热到熔点,这发生在一个小区域。由于使用了电弧,因此焊接也称为电弧。
这不是焊接的正确方法))至少,你需要一个面具
电焊的种类
电弧可以由直流电和交流电形成。焊接变压器用交流电焊接,逆变器用直流电焊接。
使用变压器更复杂:电流是交流的,因此焊接电弧“跳跃”,设备本身又重又笨重。仍然有很多烦人的噪音,在运行过程中以及电弧和变压器本身发出。还有一个麻烦:变压器强烈地“设置”了网络。此外,观察到显着的电压浪涌。这种情况让邻居很不高兴,你的家电可能会受到影响。
焊接技术
为了产生电弧,需要两个具有相反电荷的导电元件。一个是金属部分,另一个是电极。
当电极和不同极性的金属接触时,就会产生电弧。在它出现后,在它所指向的地方,零件的金属开始熔化。同时,电极棒的金属熔化,通过电弧转移到熔化区:熔池。
熔池是如何形成的?不了解此过程,您将不会了解如何正确焊接金属(增加图像尺寸 右键单击它)
在此过程中,保护涂层也会燃烧,部分熔化,部分蒸发并释放一些热气体。气体围绕着焊池,保护金属免受氧气的影响。它们的组成取决于保护涂层的类型。熔渣也会覆盖金属,有助于保持其温度。为了通过焊接正确焊接,必须确保熔渣覆盖熔池。
通过移动熔池获得焊缝。当电极移动时它也会移动。这就是焊接的全部秘密:你需要以一定的速度移动电极

根据所需的连接类型,正确选择其倾角和电流参数也很重要。
随着金属冷却,在其上形成渣壳——保护气体燃烧的结果。它还可以保护金属不与空气中的氧气接触。冷却后用锤子敲打。在这种情况下,热碎片会飞散,因此需要保护眼睛(佩戴特殊眼镜)。
您可以在此处阅读有关如何用气球或桶制作火盆的信息。习惯就好。
使用逆变器进行焊接的分步说明
首先,对于焊接来说,必须要有保护元件:
- 粗布手套;
- 带有保护眼睛的特殊过滤器的焊接面罩;
- 由不会因焊接过程中出现的火花而点燃的材料制成的粗糙夹克和裤子;
- 厚底封闭鞋。
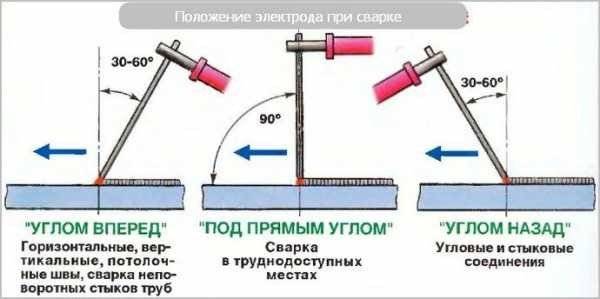
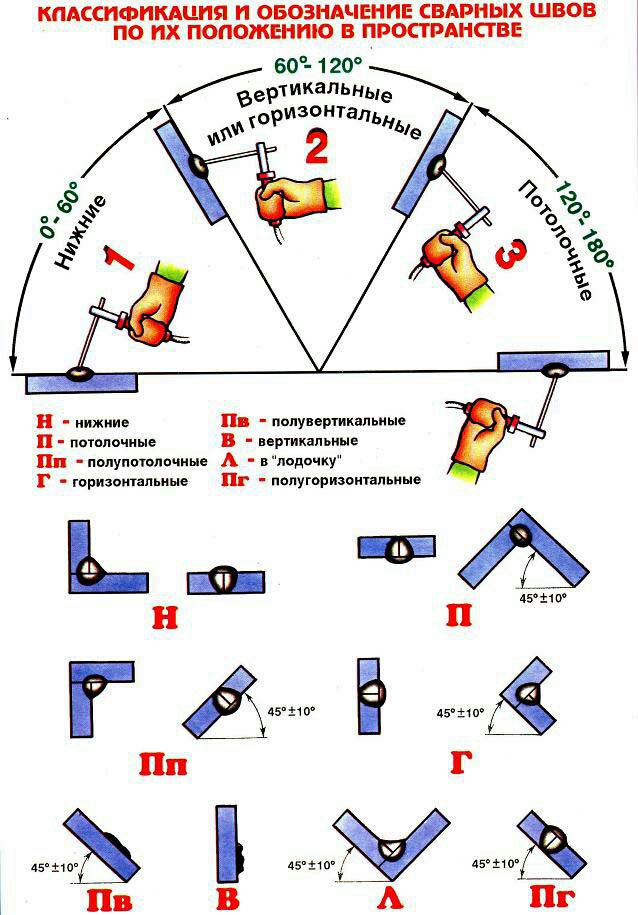
焊接时电极的位置。
在开始使用焊接逆变器进行焊接之前,您必须采取必要措施以创造安全的工作条件。
工作场所的适当准备是:
- 在桌子上提供必要的可用空间,所有不必要的物品都应移走,但可能会溅起;
- 创造高品质的照明;
- 必须站在防止触电的木甲板上进行焊接工作。
然后根据零件的厚度调整电流并选择电极。后者必须有所准备。如果它们只是在分销网络中购买并且它们的质量是毋庸置疑的,则可以跳过此操作。
准备好电极后,将质量端子连接到产品上。
为了获得高质量和可靠的金属连接,必须准备:
- 产品边缘的锈迹完全去除;
- 在溶剂的帮助下,清洁各种污染物;
- 在最后阶段,检查边缘的清洁度,油脂、油漆和其他污染物的存在是不可接受的。
接下来,您需要连接焊接逆变器。训练最好在厚金属板上进行,形成滚轮形式的接缝。在水平放置在桌子上的金属上进行第一个连接。在它上面,用粉笔画一条直线,接缝将沿着这条直线。
逆变器的电路。
在此过程中,对此类对象进行培训可以显着提高焊接技术。
焊接过程从引弧开始。
有两种方法可以执行此操作:
- 刮伤金属;
- 敲击金属。
方法的选择取决于个人的喜好,点燃时主要是不要在接头区域之外留下焊接痕迹。
引弧后,与金属接触引燃电弧,焊工将电极从零件表面移开一段与电弧长度相对应的短距离,然后开始焊接。
结果,在两个金属部件的接合处形成了焊缝。它的表面会被水垢覆盖。它必须被删除。这很容易通过用小锤子在接缝上敲击来完成。
工具和设备
手工电弧焊技术相对简单,使用专门的设备和电极进行。您还需要辅助工具和防护设备。



设备类型
有三种类型的设备可用于自己动手做弧焊:
- 变压器。这种设备的工作原理是基于交流电。应该注意的是,它们非常重,能够导致一般电网中的电压突然变化并且非常嘈杂。在变压器上制作均匀的焊缝非常困难;只有经验丰富的焊工才能做到。但是,如果新手工匠使用变压器进行弧焊培训,那么使用其他设备会容易得多;
- 整流器。器件的操作由半导体二极管提供。这种类型的单元将交流电变成直流电。这些是多功能设备。几乎所有电极都适用于它们,并且可以在不同的金属上进行焊接。与变压器相比,焊接过程更容易,电弧稳定;
- 逆变器。他们几乎无声地工作。由于紧凑和自动调节系统,易于使用。在操作过程中,该设备通过转换交流电产生大功率直流电。
在所有设备中,逆变器被认为是最好的。它们即使在电涌期间也能产生稳定的电弧,并且是多功能的。
工具和设备
用电弧焊进行焊接前,首先要准备好个人防护用品和工具:
- 焊接设备和电极。刚学焊接技能的人,要多准备焊条;
- 辅助工具。电弧焊技术涉及去除焊接过程中产生的熔渣,为此您需要一把锤子和一把金属刷子;
- 防护服。不要在没有特殊面罩、手套和由致密材料制成的防护服的情况下开始焊接。不值得忽视这些手段,因为人类安全取决于它们。
如果您是第一次使用该设备并想学习如何通过手工电弧焊正确焊接,建议预先准备培训金属元素。
焊接技术
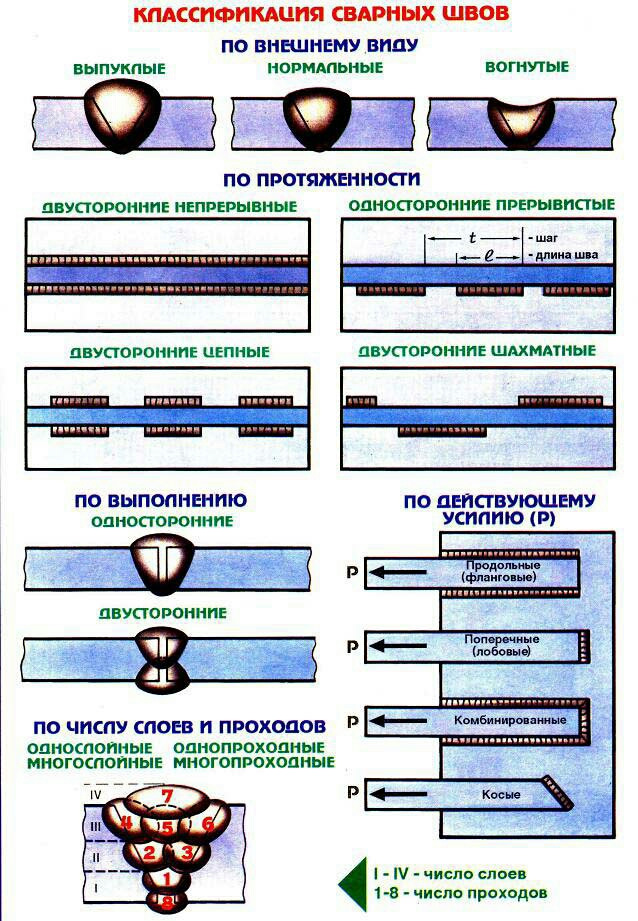
迄今为止,已知以下类型的电弧焊:
-
使用非自耗电极进行焊接。
用作电极的钨(或石墨)棒不会熔化,但会保持电弧。焊缝金属以线材或棒材的形式供应。在烙铁模式下,这种类型的焊接也可以在没有填充材料的情况下工作。
-
埋弧焊。
产生电弧的电极被送入覆盖部件的助焊剂层。因此,为金属的理想连接创造了条件,不受空气的破坏性影响。
-
半自动电弧焊。
电极的作用由通电的金属线完成。当它熔化时,会自动进给(使电弧的长度保持不变)。同时,将保护气体、二氧化碳或氩气注入焊接部位。结果,焊接质量显着提高。
在家里,这些类型的焊接实际上是不使用的。因此,让我们继续考虑第四种焊接——手工电弧焊。
手工电弧焊是基于在涂层中使用特殊电极
用于手工焊接的电焊机分为交流和直流两种。交流电的使用使得设计高性能和高功率的设备成为可能。由于没有极性反转,直流电的优点是焊缝更光滑,金属飞溅更少。
海底管道维修
焊机的操作基于在两个金属部件之间的接触点处产生电弧。高温(高达 7000o C)将材料熔化成液态并发生扩散 - 在分子水平上混合。
焊接和胶合的根本区别在于没有辅助材料 - 待连接的部件变成整体结构。
因此,必须清楚地了解,只有均质金属才能用于正确的焊接应用。您不能将铝焊接到铁或铜焊接到不锈钢。不同材料的熔化温度不同,合金的产生不包括在焊接设备的可能性范围内。
对于焊接铁结构,有各种焊接机器。
-
变形金刚。它们用于将电压为 220 V 的电源电流转换为具有产生高温电弧所需参数的电流。这是由于电压降低(不超过 70 V)和电流强度增加(高达数千安培)而发生的。如今,此类设备由于体积太大而无法在国内使用且耗电量大,已逐渐成为过去式。此外,变压器的运行不稳定,会对整个网络的状态产生负面影响 - 当开启时,会产生电压降,敏感的家用电器会受到影响。有一相和三相。
-
整流器。
它们将消费网络的交流电转换为直流电。这种设备的工作原理是基于使用整流硅二极管,也称为阀门。直流电焊机和交流电焊机的一个特性区别是正极处电极的强烈加热。这使得控制焊接过程成为可能:通过操作设置进行“温和焊接”,在切割金属时显着节省电极。
-
逆变器。
在相当长的一段时间内(直到 2000 年),由于成本高昂,它们无法在日常生活中广泛使用。但后来他们获得了很大的人气。逆变器的工作原理是将市电交流电转换为直流电,然后再转换为交流电,但已经是高频电流。该方案与变压器焊接的不同之处在于,转换后的直流电得到的电弧更稳定。
逆变焊接的主要优点是改善了电弧的动力学,以及显着减小了装置的重量和尺寸(与直接变压器相比)。此外,可以平滑地调节输出电流,从而显着提高了单元的效率,并确保了操作过程中电弧的易于点燃。
但也有缺点:
- 与电子转换电路的加热有关的临时使用限制;
- 产生电磁“噪声”、高频干扰;
- 空气湿度的负面影响,导致设备内部形成冷凝水。




焊工的一篇好文章真的很喜欢说很多有用的东西。