
最好的手动弩型弯管机
ZUBR 专家 23521-H6 | 9.4 评分 评论 这个钱相当普通的弯管机,目前可靠性没有问题,绝对适合铜。 |

| 12 000 它没有让你想起什么吗?的确,“德式”与“俄式”弯管机相似,即使有标记,更不用说设计了。只有涂层不同(电镀而不是油漆,这并不是特别重要)和设备:Kraftool 有两个额外的“设备”,可以让您弯曲管道,而不是“远离你”半径,而是“朝向你”。然而,这种需求并不是经常说的,但在 Kraftool 商店中,它的成本通常比具有类似冲头的 Zubr 高得多。因此,如果您在某些促销活动中遇到折扣,您可以考虑购买,否则 Zubr 弯管机肯定会获得更高的评价:为什么要花更多的钱买同样的东西? 主要优点: 可以反转弯曲方向 缺点: 获得两个昂贵的额外铸件 | 9.1 评分 评论 我主要用半英寸的铜,而努力是很正常的——如果你必须一次做很多弯,那么你的手不会掉下来。 |

液压弯管机的类型
所有现有的液压弯管机可分为两种类型:
- 带机械驱动;
- 带电驱动。
按安装尺寸和安装方式分为移动式和固定式。
手动系统包括一个工具,该工具通过用户的肌肉能量形成致动器的动力牵引。形象地说,这个版本的工具看起来很简单:设计包含一个液压缸泵手柄,必须手动启动。
图片库
照片来自

液压弯管机的主要部件是一个带有活塞的油泵,该活塞压在弯管架上。为了固定管道,该工具配备了挡块

使用液压弯管机可以以最简单的方式弯曲管道,而不会使部分变形,只需最少的肌肉力量

即使是小型折弯机也可以在工业规模上弯曲管道以组装通信。

选择弯管机,以便其设计允许您快速轻松地弯曲某种材料的管道。最简单和最小的工具是专为铜和铝管的手动变形而设计的。

钢制水管和燃气管的弯曲是在固定的大型机器上进行的,其液压和稳定性是为此类操作而设计的。

显着促进和加快弯曲水管和燃气钢管的过程,允许为液压弯管机配备电动驱动装置
如果需要高精度弯管,最好购买带有模板印章的机器。刻度的存在将确保以给定半径弯曲

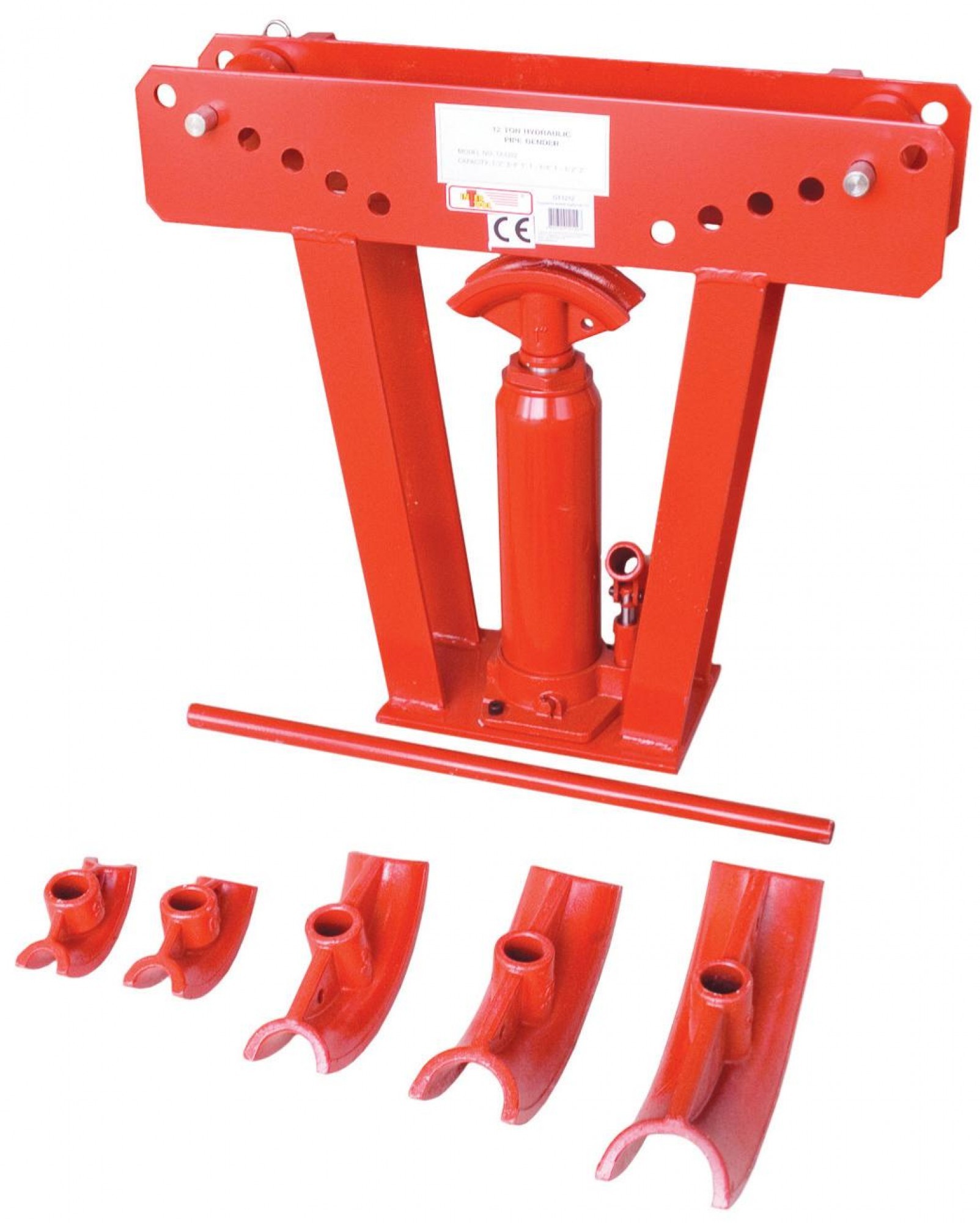
直接在工厂进行维修工作的移动工具配有可更换的部分。它们根据所需的弯曲半径而变化。
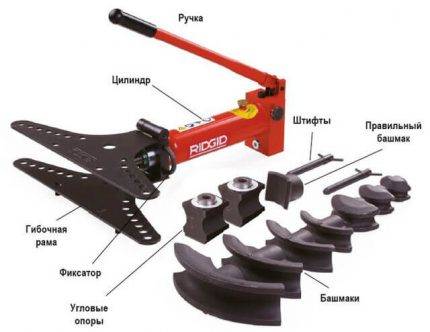
液压弯管机结构件
简化并使工作更轻松
工业规模的水管和燃气管弯曲
铜铝管弯管机
固定式弯管机
为弯管机配备电动驱动装置
带模板印章的折弯机
便携式折弯工具配件
自动系统排除了人工的使用,但它们也没有表现出任何机械化的特殊困难。液压缸上的泵手柄简单地由电动驱动器代替。










配备液压缸的弯管机的标准设计。根据这个原理,设计了很多不同厂家的手动动作模型。
在这种弯管机上,泵杆的往复运动由电动机驱动。

弯管工具的修改手动模型。这里使用小型低功率电动机代替手动操作的杠杆。
移动结构包括手动和自动工具。通常,这些设备重量轻、结构紧凑、便于运输。
但是设备的移动性和紧凑性在一定程度上限制了它们的技术特性。

该移动工具的特点是整体尺寸小、重量相对较轻,并且能够连接到家用电源插座。但是,存在技术限制
固定式弯管机也以手动(杠杆)结构或配备电力驱动(通常为三相)为代表。在这里,已经注意到了一种相当大的强大技术,旨在执行坚固耐用产品的弯曲。
固定结构刚性地安装在一个地方,不可能快速转移。

固定式液压弯管机是能够弯曲大直径管道的强大系统。它们通常用于工业和生产需求。
液压弯管机

液压弯管机的工作原理类似于液压机或千斤顶的作用机理。由于杆上的高压,它可以处理直径达 8 厘米的产品。这允许在施工现场使用液压弯管机,用于模块化结构的建造、铺设管道和执行其他安装操作。
液压弯管机的优点:
- 高性能。
- 独立于电源。
- 由于结合了手动弯管机和电动弯管机的优点,因此具有多功能性。
- 使用方便。
弯管机厂家
制造商的名声是一个重要方面,因为您可以快速拿起工具,跳过不可靠的模型。该评级包含以下公司的产品:
- Stayer 是德国手动工具制造商 Kraftool 的商标。产品在先进的高科技工厂生产,这就是为什么它是质量标准。
- Force是一家成立于80年代中期的公司。积极生产用于建筑工作的专业工具。在 10 年内,它已成为制造可靠、高质量弯管机的领导者之一。
- TIM 是一家为小型和大型企业提供供暖、管道、空调和可再生能源系统的制造商。这些产品以其高品质而闻名,这确保了它们多年来的积极服务。
- Zubr 是一家俄罗斯制造商,自 2002 年以来一直在积极制造产品。生产电动工具和园艺设备。产品广泛分布于独联体国家及其他地区。
- Kraftool 是一家享誉全球的德国制造商。以实惠的价格制造高质量的工具。由于制造设备的便利性而声名鹊起,许多建筑商都注意到了这一点。
- Ridgid 是管道行业维护产品的制造商。提供种类繁多的方便实用的工具,深受俄罗斯市场欢迎。
- Rothenberger是一个拥有半个世纪历史的品牌。在此期间,欧洲公司生产了许多型号的设备和建筑工具。它们的特点是方便和可靠,在建筑商中很受重视。
带感应加热。
还有感应加热的弯管机。他们的驱动可以是电动的和/或液压的。该设备在变形处加热工件,然后进行弯曲。这可以防止金属破损。在这种机器的帮助下,甚至可以使用由弹簧钢制成的管道,这些管道通常在拉伸或挤压时会破裂。这种设备是最昂贵的。使用时,必须严格遵守安全注意事项。工件被加热到几乎是红热的,所以如果你触摸它,那么肯定会被烧伤。在这方面,必须有个人防护设备,特别是手套。如果对表面生锈的旧管子进行弯曲,那么在变形过程中可能会飞出热氧化皮,因此建议使用面罩或护目镜。

感应加热弯管机
装置及工作原理
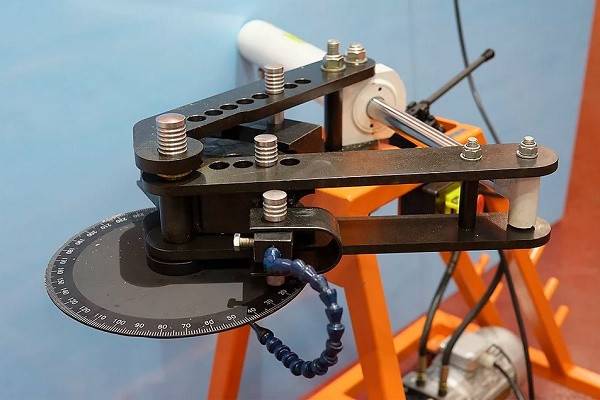
这种设备的主要区别特征是液压缸的存在。它是在弯曲过程中影响管道的部分。这使您可以毫不费力地处理产品。液压系统对管道施加的压力为 10-12 吨。此外,每个液压装置都包含特殊的支撑元件 - 鞋。它们的尺寸是根据弯曲产品的直径来选择的。支撑靴的作用是在折弯过程中牢固地固定工件。
弯曲本身是这样的:液压缸移动固定零件的支撑靴,从而在其中心产生均匀的弯曲。液压设备通常配备带有角度指定的特殊标记,这使得更容易导航工作流程并进行非常精确的管道弯曲。






最好的电动弯管机
这些模型由电力驱动。在这种情况下,弯曲不需要人力:工具自己做所有事情。此类工具通常用于执行大量工作,用于制造业。
里奇 965 26-42
可调节滚槽机支架,可与直径达 300 毫米的管道配合使用。与用于攻丝的攻丝机、滚槽机、电动切管机等配套使用。箱子的高度可以调节(从 26 英寸到 42 英寸)。它由耐用的金属合金制成,可为大负载(超过一吨)的工作提供支撑。

优点
- 支持重型结构;
- 与其他工具的交互;
- 多功能性;
- 灵活的房屋调整;
- 力量。
缺陷
重量大。
它是一种重型但非常高效的液压弯管机,可以使任何管道结构更容易使用。
罗森伯格罗本德 4000
用于处理直径为 12 至 35 毫米的管道的便携式电动模型。内置电机功率为1010V。用于安装供水、供暖、空调系统。便于使用制冷设备,以及管道结构的生产。冷弯以自动/手动模式进行。最大弯曲角度为 180 度。适用于由铜、薄壁钢、黑色/镀锌钢制成的管道以及附加护套。

优点
- 携带方便;
- 大功率;
- 适用于大多数管道;
- 快速整齐地折叠。
缺陷
在手动模式下工作时无效。
该工具被设计为纯粹在自动模式下工作,尽管也有手动模式。他能够快速做出不影响结构操作质量的整齐弯曲。轻松与最密集的材料相互作用。它具有方便的结构和简单的功能,这使得使用它尽可能容易。
液压弯管机及其特点

连接到网络,所以它被认为是一个高专业水平的工具。它允许您执行大量工作。在积极的品质中可以注意到:
- 使用液压弯管机时,不需要任何专业知识;任何人都可以弯管;
- 使用该工具,可以在更短的时间内完成管道弯曲;
- 液压机可弯曲大口径管道。
弯管机的缺点包括:
- 由于受欢迎和高性能而导致的高价格;
- 不适用于由低成本材料制成的在弯曲过程中会断裂的低壁厚管道。
2 斯塔莱克斯 MHPB-1A HHW-1A

从本质上讲,弯管机是一种非常简单的工具,您可以自己制作。比如这台机器,虽然是工厂生产的,但看起来很手工。它既有优点也有缺点。让我们从第一个开始:价格。这是最便宜的液压弯管机,如果你仔细观察它的设计,你就会明白为什么会这样。该工具以小床的形式制成,其中安装了传统的汽车千斤顶。是他弯曲管道,将其放置在一个特殊的滚轮上,该滚轮已经具有所需的倾斜角度。您需要做的就是将千斤顶泵起,直到管道完全放在底座上。
顺便说一句,异型管不会在这里弯曲。首先,它没有专门的滚轮,其次,这种弯曲方法只会使墙壁变平并破坏结构。该工具还配有一组由高强度合金钢制成的滚轮。至少,这是制造商所指出的,而且从评论来看,钢材并不那么坚固。也就是说,对于家用来说,这台机器是完美的,但如果你甚至有一个小的金属加工店,最好选择一个更强大,更可靠的型号。
如何制作蜗牛弯管机?
自行制造蜗牛弯管器似乎很困难。事实上,这个装置并不比滚管弯管机更难组装。该过程仅在使用的零件和组装时间上有所不同。
蜗牛弯管机允许您一次沿整个长度弯曲型材,而不仅仅是在一个地方。对于这处房产,他在安装人员中广受欢迎。
必要的材料和工具
由于所描述的滚子弯管机没有特定的工作直径并且可以由任何可用的材料制成,因此建议的材料将不包含特定尺寸的零件。所有金属结构元件的厚度应为 4 毫米,最好为 5 毫米。







要制作弯管机,您需要:
- 通道 - 1 米。
- 铁板。
- 三轴。
- 两颗星。
- 金属链。
- 六个轴承。
- 用于制造大门的金属 0.5 英寸管道 - 2 米。
- 带内螺纹的套筒。
- 夹紧螺钉。
特别注意链轮、轴和轴承的尺寸,它们必须相互匹配。星号可以取自旧自行车,但大小必须完全相同
用于制造弯管机的钢板和型材不应深锈,因为它们在操作过程中会承受高负荷
在选择和购买所有材料之前,您需要绘制所有结构元素的示意图,以免在制造弯管机的过程中购买它们。
蜗牛弯管机的组装过程
任何设备的组装都从绘制图纸开始。
之后,您可以继续进行主要工作流程,如照片说明中所示:
- 从两个平行通道焊接工具底座。如果需要,您可以只使用 5 毫米厚的金属板或一个宽通道。
- 将轴承放在轴上并将两个这样的结构焊接到底座上。理想的是用金属条限制轴或将它们放置在通道的内腔中。
- 在链轮之间拉伸链轮后,戴上链轮并焊接它们。
- 将夹紧机构的侧导轨切割并焊接到底座上。
- 将轴承放在压力轴上,并从条或槽中组装带有侧挡块的压力机结构。
- 为衬套做一个底座并将其焊接到板上。拧入夹紧螺钉。
- 焊接到夹紧螺钉的上边缘和管闸的驱动轴上。
- 用机油润滑轴承。
一些有用的提示:
弯管机组装好并进行测试后,可以在结构上涂上防腐漆,以更好地保护焊缝。为了增加工作的便利性,在导轨上附加了一个弹簧,以将压力机返回到上部位置。
弯管机的结构设计
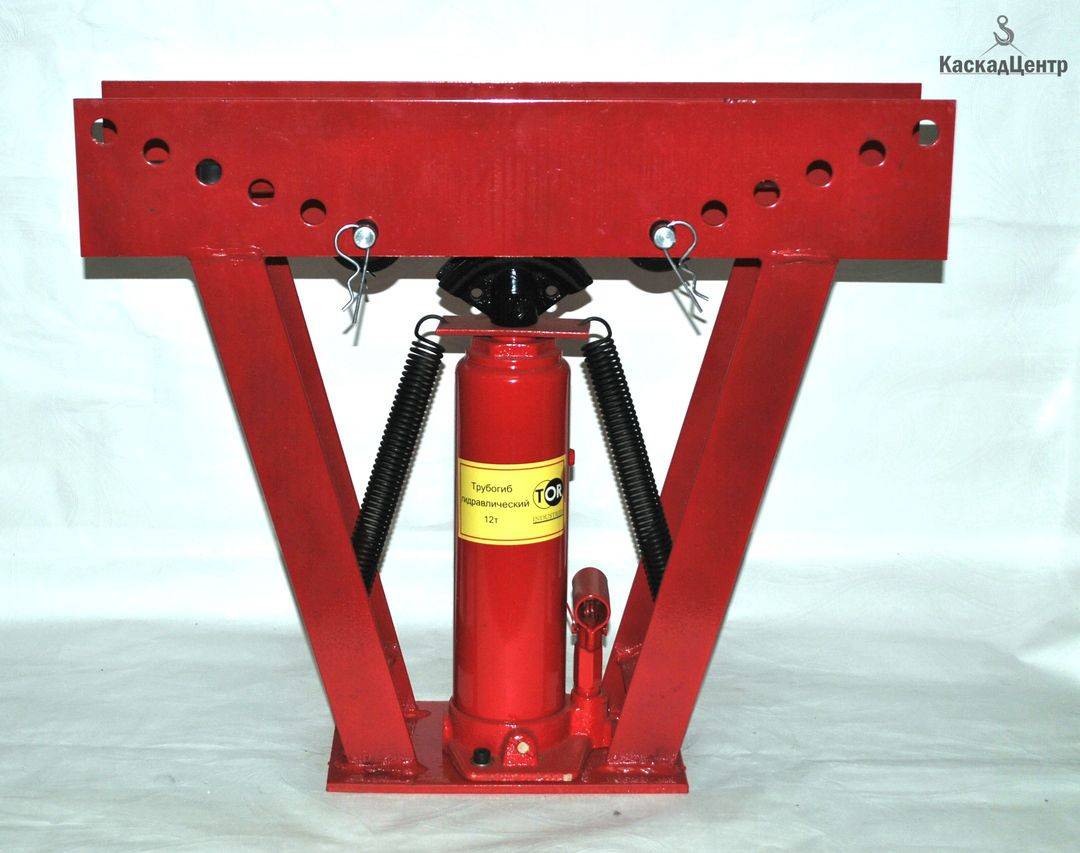
根据其设计具有液压动力牵引的工具是水平的和垂直的。第一种设计的特点在于将液压缸放置在水平面上。因此,力作用的方向也在水平面内进行。
对于第二种设计,一个显着特点是液压缸的垂直位置和垂直力方向。

带有手动液压驱动的立式弯管机模型。也有在这两个位置上运行的通用设计。
如果在这种情况下判断利弊,考虑到工具的选择,应以以下为依据:
- 管材加工条件;
- 管道的整体尺寸;
- 工作室面积;
- 从用户的角度来看,易于使用。
现在更详细地了解这些特征。
如何使用?
使用手动弯管机时,遵守安全规则非常重要,因为该设备存在一定的伤害风险。为避免损坏,请务必遵守以下要求
禁止从形成弯头的边缘接近管道。当导轨滑落时,金属坯料开始向反方向弹起,管子可以击中腹部或胸部,打击力相当大。这可能导致肋骨骨折和内脏器官受损。忽视这条规则会带来最危险的后果。固定滚轮的轴在强压力的影响下也很容易飞走。
如果工件受到物理冲击而变形,则不应用手握住它,只有在停止用力后才能触摸管道。如果一个 弯管机能够在 速度不同,不建议设置最大值。高变形率往往会导致工件断裂,导致管道掉落并压住操作人员的双腿,如果管道较长,还会夹住附近站立人员的四肢。
您可以在下面找到如何自己制作手动弯管机。
最好的手动弯管机
在操作员的肌肉力量的帮助下,手动弯管机被启动。大多数情况下,这种设备用于处理柔软的“开花”或薄壁钢坯。该设备成为现场安装工作不可或缺的助手。专家们喜欢以下模型。










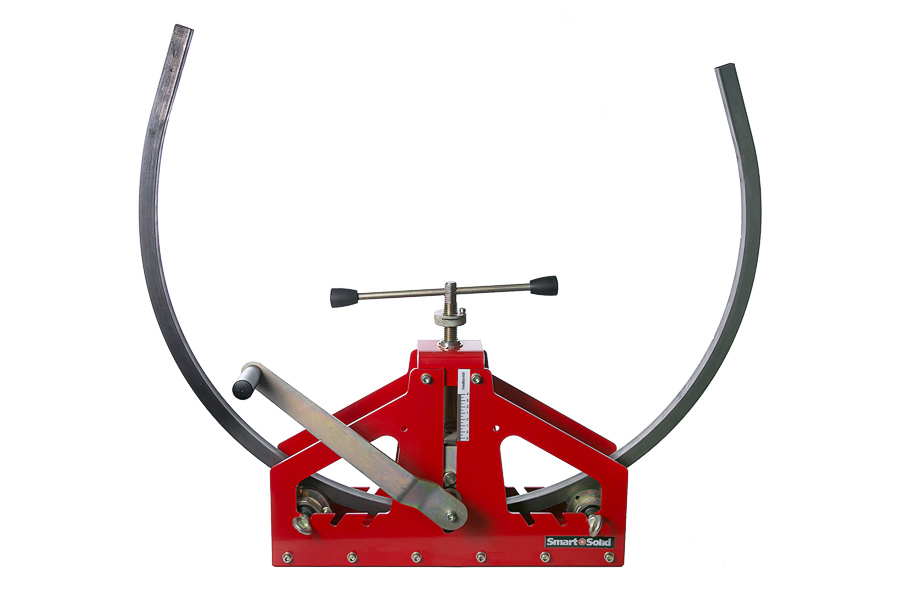
Smart&Solid BendMax-300
评分:4.9

Smart&Solid BendMax-300 手动弯管机的主要优势在于其结构强度。对于零件的制造,制造商使用硬度为 42-48 HRC 的钢。该模型设计用于横截面为 15x15 至 40x40 毫米的方管。壁厚可以是1.5-2.5毫米。如果您从侧心轴的可调节环上取下固定垫圈,该设备允许您弯曲型材管 (50x30x2 mm)。为了保护弯管机免受腐蚀,制造商使用了两层锌和粉末涂料涂层。该装置配有密封轴承,大大简化了维护工作。
专家们将模型的可靠性和易用性放在首位。用户赞赏其可负担性和优质工艺。
- 优质制造;
- 耐用的结构;
- 可靠的防腐蚀保护;
- 可接受的价格。
没有检测到。
Rothenberger “Minibend”,用于 1/4-5/16-3/8″ 管道
评分:4.8

Rothenberger Minibend 手动管道导向器是管道安装人员以及液压和制冷装置维修专家的可靠助手。该移动设备重量轻(0.42 千克)且尺寸紧凑。该模型的主要目的是将圆管以最大 180 度的角度弯曲。它可以是薄壁的铜、黄铜、铝和钢坯。管道直径范围从 6 到 10 毫米(1/4-3/8 英寸)。
弯管机在我们的评分中排名第二,在强度和技术特性方面让给了获胜者。用户对设备的轻巧紧凑、易用性感到满意。然而,应用范围狭窄被许多消费者认为是一个缺点。
- 轻巧紧凑;
- 你可以锻炼体重;
- 弯曲精度好;
- 质量制造。
范围狭窄。
“亚托”,6-10 毫米
评分:4.6

Yato 手动弯管机拥有最实惠的价格。有了它,您可以使用直径为 6-10 毫米的软管。铝、黄铜、铜和钢毛坯可以以高达 180 度的角度弯曲。在表壳上,波兰制造商放置了一个刻度,便于准确确定弯曲角度。重量轻(0.45 公斤)和紧凑的设备易于使用,您可以在最难以接近的地方安装或维修管道。专家们对该设备的功能表示赞赏,在我们的评级中将其评为三等奖。
国内用户设法测试了波兰设备。优点是价格低、使用方便、弯头质量好。该产品的缺点包括活动关节的游隙小。
滚压弯管
对于手动弯管机,根据磨合原理工作,使用两个滚轮。其中一个是静态的,第二个是在管道中运行的。为此,请使用弯曲毛坯。一根管子牢牢地固定在它上面,然后滚子沿着它移动,形成必要的弯曲。由于活动辊的平稳运动,弯曲半径逐渐达到。使用这种弯管时,可能的最小弯曲半径为 4 个管道直径。在带有心轴的设备上进行较小的工作。

根据标准,管材的外径必须与弯曲坯料流的参数相对应。磨合中一个很重要的指标是磨合辊与管子的间隙。如果这个距离过大,那么横截面的弯曲处就会出现缺陷。如果间隙太小,则需要更大的力才能弯曲。滚轮和管道之间的最佳距离取决于管道的直径。



