焊工课程
焊接可以在特殊课程中掌握。焊接培训分为理论培训和实践培训。您可以亲自或远程学习。这些课程为初学者教授焊接技术和其他重要智慧。重要的是有机会在老师的监督下在实践课上通过焊接学习烹饪。让学生了解可用的焊接设备、电极的选择、安全规则。
您可以单独学习,也可以与小组一起学习。每个选项都有其自身的优势。单独学习时,只能掌握那些对未来有用的知识。但在小组学习中,有机会听到同学们对错误的分析,从而获得额外的知识。
完成课程并通过考试确认所学知识和实践技能后,颁发批准证书。
管道焊接
使用电弧焊,可以形成围绕管道圆周延伸的水平接缝和在侧面延伸的垂直接缝,以及顶部和底部接缝。最方便的选择是底缝。

钢管必须端对端焊接,同时沿墙壁高度焊接所有边缘。在操作过程中,电极必须以 45 度角安装 - 这样做是为了减少产品内部的流入。接缝的宽度应为 2-3 毫米,高度 - 6-8 毫米。如果焊接是重叠的,那么所需的宽度已经是6-8毫米,高度是3毫米。
在开始工作之前,有必要进行准备程序:
- 您需要清理该项目。
- 如果管道边缘变形,则将它们对齐或用角磨机或简单的磨床将其切断。
- 接缝将通过的边缘必须清洁到有光泽。
准备好之后就可以开始工作了。必须连续焊接所有接头,充分焊接。最大宽度为 6 mm 的管接头分 2 层焊接,宽度为 6-12 mm 的为 3 层,壁宽大于 19 mm 的为 4 层。主要特点是不断清理管道中的炉渣,即在每一层完成后,必须清除它的炉渣,然后再煮一个新的。在第一个接缝处工作时必须特别小心,有必要融化所有的暗淡和边缘。仔细检查第一层是否有裂缝,如果存在裂缝,则必须将其熔化或切割并重新焊接。
所有后续层都是通过缓慢转动管道来焊接的。最后一层焊接到母材金属的平滑过渡。
新手焊工的误区
要学习如何用电焊做饭,您需要考虑初学者犯的主要错误:
- 电极移动太快,导致焊缝不均匀。
- 接缝移动太慢,同时在金属上形成孔洞和烧伤。
- 接缝太不平整、太平。这里的主要错误在于电极的角度。
- 金属故障。发生这种情况是因为没有观察到金属和电极之间的 5 mm 间隙,即间隙太小。
- 否则,当间隙太大时,金属不会煮透。
以上所有错误只是最严重的。还有更多的细微差别只能通过经验来理解。
焊接薄壁金属或型材时,需要谨慎操作。薄零件可以通过应用清洁的电极并直接在其顶部进行焊接来焊接。
有色金属上的焊接截然不同,因为它需要其他电极。还需要特殊的保护环境。现在您可以购买几乎可以烹饪任何金属的通用设备。
还有用于处理薄壁金属的半自动设备。其本质在于特殊线材的沉积。
如何选择焊接电极
电极是一根金属棒,可让您将电流传导到要焊接的工件。有各种品牌的电极, 但对于焊接 用于直径为 3 mm 的逆变器的常规电极是钢的。金属越厚,焊接的电极直径应选择越大。

用于焊接培训的电极必须是高质量的,当然是干燥的,这一点非常重要。使用潮湿的焊条时,即使是经验丰富的焊工也很难引出电弧并将其保持在稳定状态。
因此,如果您决定学习如何焊接,则应仅使用高质量的耗材来实现这些目的。
电弧点火
然后你需要打开逆变器。这种最简单的电焊程序是通过打开拨动开关来执行的。电流值应使用调节器设置,在设备的前面板上很容易看到。对于选定的电极,100 A 的电流是合适的。放下掩膜并继续。

首先,你需要掌握引弧的技巧。使用新电极,只需在零件上滑动即可完成。记住你是如何点燃火柴的。如果电极已经在使用中,那么他们需要敲击金属表面。碰巧初学者手中的电极会粘在金属上。这很容易通过将电极急剧倾斜到侧面来纠正。如果无法撕下,则需要关闭逆变器。然后粘点会自行消失。





点燃的电极形成焊接电弧。要维护它,您需要学习如何与金属保持 3-5 毫米的距离。接近时,可能会发生短路,并伴有粘连。移开时,弧线会消失。
如何焊接接缝
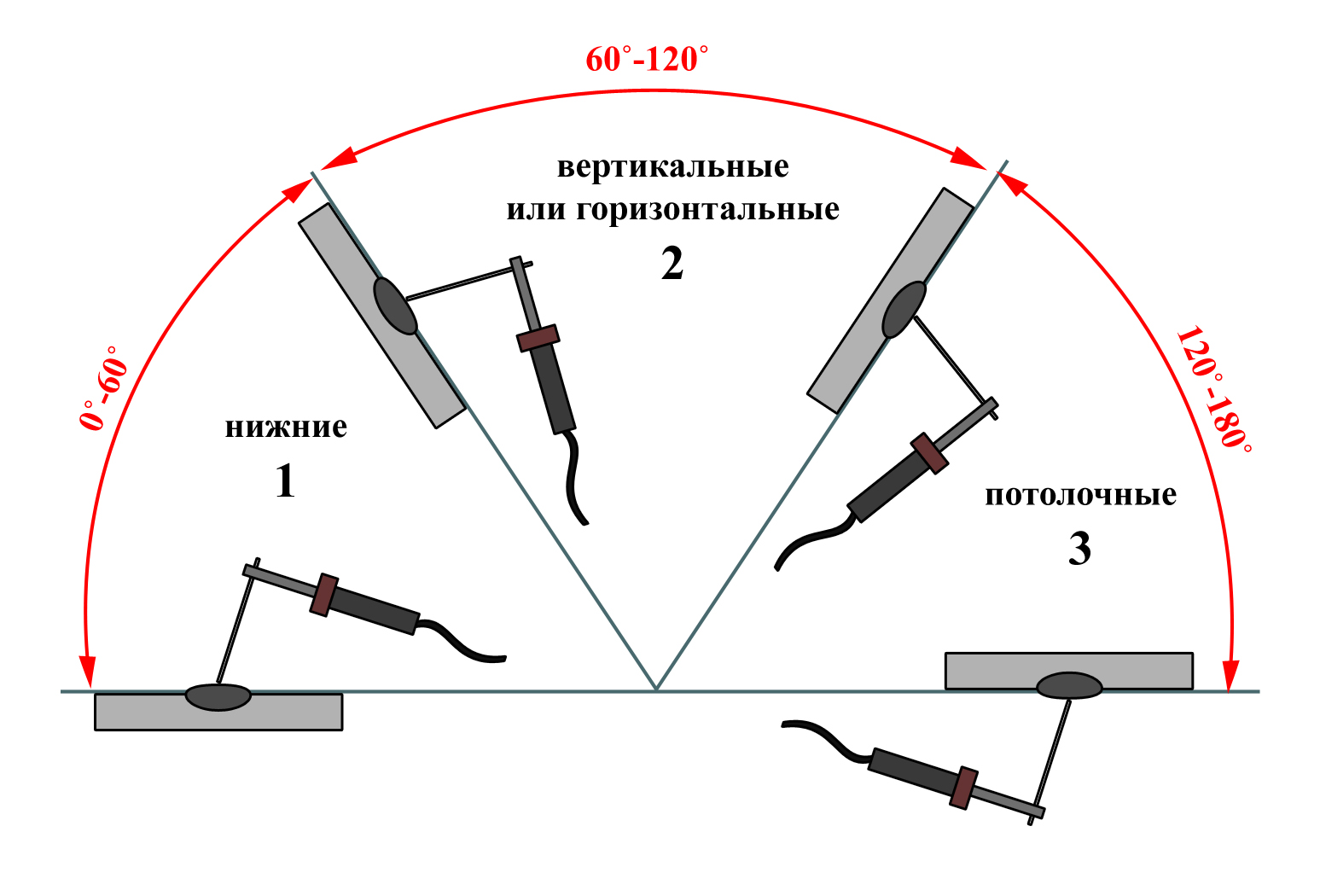
在较低位置进行焊接时,即使是新手焊工也不会出现任何困难。但所有其他规定都需要技术知识。每个职位都有自己的建议。下面讨论用于制造每种类型焊缝的技术。
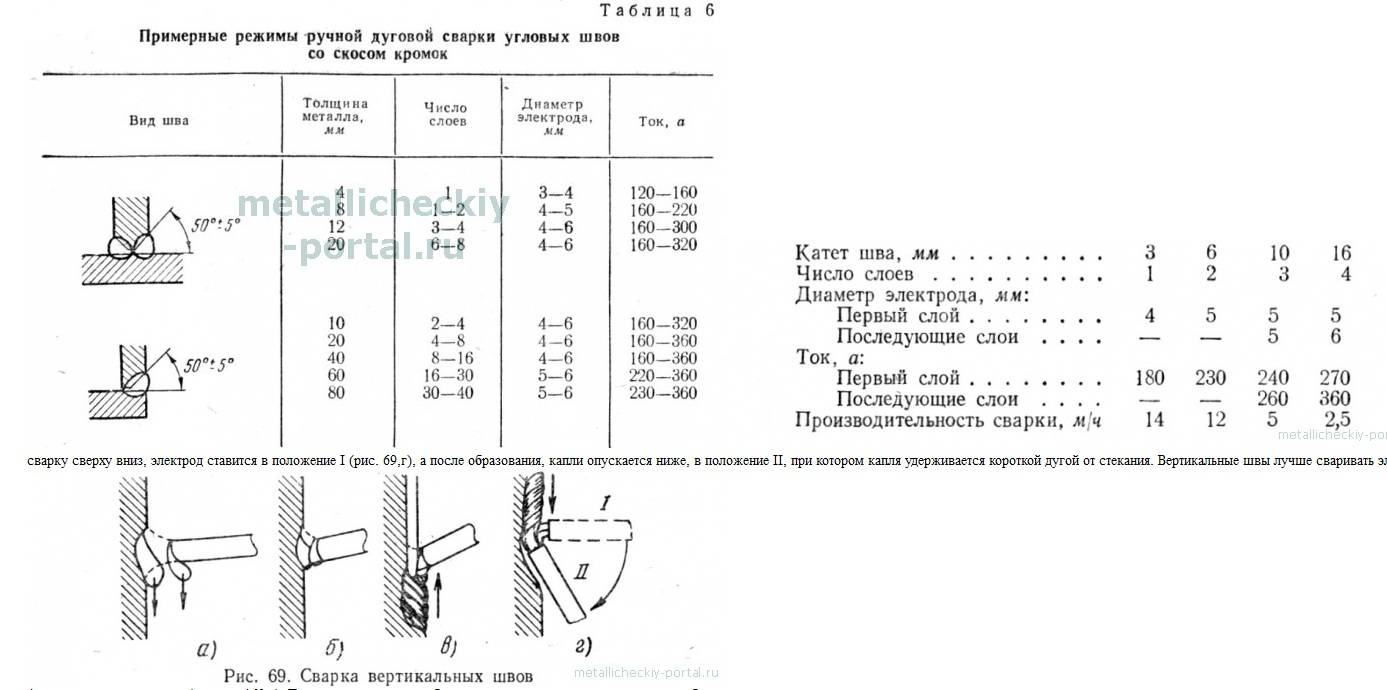
焊接垂直接缝
在垂直位置焊接零件时,熔融金属在重力作用下向下滑动。为防止熔滴脱落,使用较短的电弧(电极尖端更靠近熔池)。一些工匠,如果电极允许(不粘),一般将它们靠在零件上。
根据接头类型和待焊接零件的厚度进行金属准备(开槽)。然后将它们固定在预定位置,用几厘米的台阶与短横向接缝 - “大头钉”连接。这些接缝不允许零件移动。
垂直缝可以从上到下或从下到上焊接。从下向上工作更方便:这是电弧将熔池向上推的方式,防止熔池下降。这使得制作高质量的接缝变得更加容易。
如何自下而上焊接垂直焊缝:电极的位置和可能的移动
该视频展示了如何通过电焊正确焊接垂直焊缝,同时电极从下到上移动而不分离。还演示了短滚技术。在这种情况下,电极只发生上下移动,没有水平位移,接缝几乎是平的。
可以通过弧形分隔在垂直位置连接零件。对于新手焊工来说,这可能更方便:在分离期间,金属有时间冷却。使用这种方法,您甚至可以将电极放置在焊接坑的架子上。这更容易。运动模式几乎与不间断的相同:从一侧到另一侧,循环或“短辊” - 上下。
如何烹饪有间隙的垂直接缝,请参阅下一个视频。相同的视频教程显示了电流强度对接缝形状的影响。一般来说,对于给定类型的电极和金属厚度,电流应比推荐的小 5-10 A。但是,如视频所示,这并不总是正确的,而是通过实验确定的。
有时垂直缝是从上到下焊接的。在这种情况下,启动电弧时,将电极垂直于要焊接的表面。在此位置点火后,加热金属,然后降低电极并在此位置烹饪。从上到下焊接一个垂直的焊缝不是很方便,它需要对熔池进行很好的控制,但是这样可以达到很好的效果。
如何通过电焊从上到下焊接垂直焊缝:电极的位置及其尖端的移动
如何焊接水平缝
垂直平面上的水平接缝既可以从右到左也可以从左到右进行。没区别,谁更方便,他就是这样做饭的。与焊接垂直接缝时一样,镀液往往会下降。因此,电极的倾斜角度相当大。它的选择取决于移动速度和当前参数。最主要的是浴缸保持在原位。
焊接水平缝:电极位置和运动
如果金属向下流动,则增加移动速度,减少对金属的加热。另一种方法是使电弧中断。在这些短暂的时间间隔内,金属会稍微冷却并且不会流失。您也可以稍微降低电流。只有所有这些措施是分阶段实施的,而不是一次性实施的。
下面的视频展示了如何在水平位置正确焊接金属。视频的第二部分关于垂直接缝。
天花板接缝
这种焊接接头是最困难的。需要高技能和对熔池的良好控制。为了执行此接缝,电极与天花板保持直角。弧线短,运动速度恒定。主要执行扩大接缝的圆周运动。








电焊安全注意事项
金属的电焊不仅伴随着热量、火花等的释放,如果处理不当,很容易触电。
因此,在第一次使用焊把之前,请满足以下多项要求:
- 保护你的眼睛。为此,有焊工或其前辈的特殊面罩,带有滤光器的防护罩;
- 一定要穿工作服,必须由不燃材料制成,必须遮盖手臂和腿;
- 使用橡胶鞋和手套,焊工的绑腿。这样可以最大限度地降低触电风险。
我们不能忘记,电焊,除其他外,电击也是危险的。因此,即使下着小雨,也不可能在街上用电焊做饭。此外,您不能在装有燃料、气体等的容器中烹饪。始终穿着橡胶工作服以保护您的手臂和腿。

今天,对于家庭焊接,最常使用逆变器。这些是可以焊接钢、铸铁和不锈钢的轻型移动设备。
准备焊接
电焊培训是一个实际的过程,需要一些培训。首先,您需要注意安全性。焊工的工作是相当危险的:
- 熔融金属飞溅导致灼伤的可能性;
- 高温下有毒分泌物中毒;
- 触电的可能性;
- 不戴护目镜会伤害眼睛。

正确选择电焊设备和设备是安全工艺的关键。对于焊接工作,您将需要:
西装由密实面料制成,完全覆盖身体、手臂和腿部;
可以使用特殊眼镜来保护眼睛,但我们建议注意戴口罩。它们还将保护面部,在焊接过程中更安全;
优质的焊接设备;
电极;
一桶水,以消除可能发生的火灾;
焊接的正确位置
最好呆在户外,并清除附近的所有易燃物品。
现代市场代表着各种各样的电焊机,其种类可归结为三种主要类型:
- 将交流电转换为焊接用的变压器。这种焊机往往不能产生稳定的电弧,而且会消耗大量电压;
- 整流器转换为来自消费者网络的直流电。这些设备允许获得高稳定性的电弧;
- 逆变器允许您将来自家庭网络的电流转换为直流电以进行焊接。这些装置的特点是易于引弧和高生产率。
初学者焊接:视频教程 - 观看并学习细微差别。
建议初学者选择涂有消耗性成分的电极,例如实心棒。对于新手焊工来说,用这种电极制作均匀的焊缝会更容易。初学者的杆尺寸为 3 毫米。
小贴士:如何自己学习如何用电焊做饭
如果您知道需要多少个电极,您需要使用哪些电极,并且产品不是太大,那么您可以在 1 天内自行焊接一个金属结构。
还有什么你需要记住学习如何自己做饭:
焊工不仅要正确工作,而且要学习基础知识,特别是特定材料需要什么样的操作模式,因为金属可以是钢、合金或织物,例如金属的颜色。 .
一定要研究制作特定接缝的方法。
有必要正确对待电极和焊丝的选择。
如果最初不需要成为最高级别的专业人士,那么您可以通过观看视频教程、接缝图纸并学习专业人士的建议来自己学习焊接。培训会很长,但可能很有成效,特别是如果你逐渐尝试生产接缝,增加工作经验。

许多人更喜欢使用resant,因为该技术可以承受长时间的负载,这使您可以快速结束事情。在第一次尝试使用焊接时,最好使用真正的逆变器,只有这样,凭借丰富的经验,任何其他设备都可以使用。关于电极,建议选择“3”。它们易于使用,最重要的是,它们不会使电网过载。
一般来说,焊接设备分为类型——变压器、整流器、逆变器。为什么普及率仍然落后于逆变器?它们结构紧凑,重量轻,对于初学者来说非常容易操作。在学习焊接的第一步,值得采用更简单的金属类型,最好是均匀的元素,以免使任务复杂化。






焊接前需要准备:
- 桶装水;
- 搅拌渣锤;
- 铁刷;
- 保护面部和颈部区域的口罩;
- 由特殊织物制成的手套,浸渍有防止帆布点燃和烧坏的成分;
- 特殊的长袖衣服。
不要忘记,焊接业务有火灾隐患,因此严禁靠近可燃或易燃物品,以免造成严重后果。
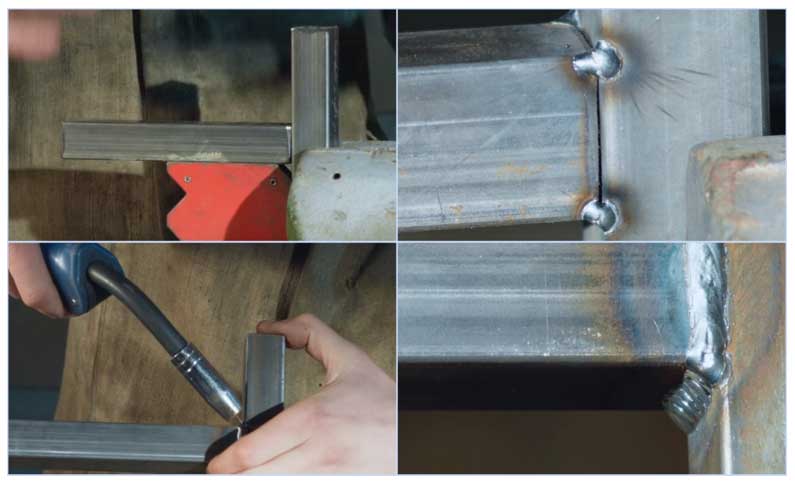
手工电弧焊技术。如何通过焊接做饭
在进行实际练习之前,我想再次提醒您注意安全注意事项。工作地点附近没有木制工作台和可燃材料。一定要在工作场所放一个盛有水的容器。请注意火灾风险。
为了弄清楚如何通过焊接正确焊接,我们向您提供详细的说明和焊接过程的视频。
首先尝试敲击电弧并保持所需时间。为此,请遵循我们的建议:
- 使用金属刷子,需要清洁待焊接零件表面的污垢和锈迹。如有必要,它们的边缘会相互调整。
- 最好学习如何用直流电正确电焊烹饪,因此将“正极”端子连接到零件,将电极安装在夹具中,并在焊机上设置所需的电流强度。
- 将电极相对于工件倾斜约 60° 的角度,然后慢慢将其通过金属表面。如果出现火花,将杆端抬起 5 mm 以点燃电弧。可能由于电极边缘有一层涂层或熔渣,您未能得到火花。在这种情况下,用电极尖端敲击零件,如视频中有关如何正确使用电焊焊接的建议。在整个焊接过程中,产生的电弧由 5 毫米的焊接间隙支撑。
- 如果电弧很不情愿地点亮,并且电极一直粘在金属表面,则将电流增加 10-20 A。如果电极粘连,请左右摇晃支架,甚至可能用力。
- 请记住,杆会一直烧坏,因此只有保持 3-5 毫米的间隙才能让您保持稳定的电弧。
学会如何引弧后,尝试慢慢地将电极移向自己,同时以 3-5 毫米的幅度左右移动。尝试将熔体从外围引向熔池中心。焊好约 5 厘米长的焊缝后,取下电极,让零件冷却,然后用锤子敲击接合处,以敲落熔渣。正确的接缝具有整体的波浪结构,没有弹坑和不均匀性。
焊缝的纯度直接取决于电弧的大小和焊接过程中电极的正确移动。观看有关如何通过焊接烹饪的视频,该视频使用保护过滤器拍摄。在此类视频中,您可以清楚地看到如何保持电弧和移动电极以获得高质量的焊缝。我们可以提出以下建议:
- 所需的弧长由杆沿轴线的平移运动来维持。在熔化过程中,电极的长度会减少,因此需要不断地将带有杆的支架靠近零件,并观察所需的间隙。这是许多关于如何学习烹饪的视频中强调的内容。
- 电极的纵向运动会形成所谓的细丝辊的沉积,其宽度通常比棒的直径大 2-3 毫米,厚度取决于运动速度和电流强度。滚线器是真正的窄焊缝。
- 为了增加接缝的宽度,电极在其线上移动,进行振荡往复运动。焊缝的宽度将取决于其振幅的大小,因此振幅的大小根据具体情况确定。
焊接过程使用这三种运动的组合来形成一个复杂的路径。
看了电焊焊接的视频,研究了这些轨迹图后,你可以弄清楚哪些可以用于搭接或对焊,零件的垂直或天花板布置等。
在操作过程中,电极迟早会完全熔化。在这种情况下,停止焊接并更换支架中的焊条。为了继续工作,将炉渣击倒并在距离焊缝末端形成的火山口 12 毫米处点燃电弧。然后将旧接缝的末端与新电极融合,继续工作。
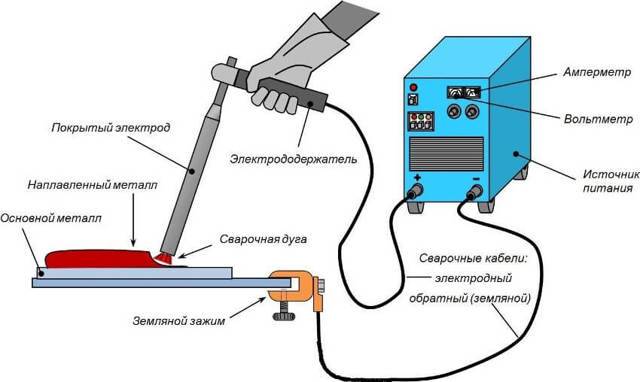
弧焊
手工电弧焊广泛用于国民经济的各个部门和日常生活中,用于连接金属结构的元件。与其他类型的焊接接头相比,其独特的特性是:
- 焊机和消耗品(即电极)的成本相对较低。
- 获得普通等级金属(包括不锈钢合金)的高质量焊接接头。
- 能够在许多难以到达的地方进行焊接工作 - 重量轻且易于将设备连接到电力,这有助于实现这一点。

米。 7 焊接薄型管 - 接缝类型
使用电弧焊进行工作包括以下步骤:
- 管道的末端准备好进行焊接,为此它们被清除锈迹,然后将毛坯设置在所需的距离处,以用来自熔融电极的金属填充接缝,通常为此使用特殊装置。
- 开启焊机,根据内置指示灯设定所需电流,将电极插入与焊机连接的支架中,第二端固定在管子上。
- 通过点焊(点焊)固定要焊接的零件的相对位置,然后使用焊工的防护服、面罩和手套进行电焊。
- 在工作结束时,将水垢敲下并用金属刷清洁接缝。
半自动金属惰性气体保护焊 (MIG)
借助现代技术,可以在国内条件下以最简单的方式焊接型材产品,这不需要太多经验和多年的焊工培训。
米。 8 MIG 的工作原理
半自动惰性气体保护焊(MIG)是传统电弧焊发展的一个进化步骤,与之相比,它具有以下优点:
- 代替电极,直径为 0.6 至 1.2 毫米的特殊焊丝通过焊枪自动送入熔池,缠绕成卷筒 - 这使过程自动化并减少了更换电极的时间。
- 与焊丝一起,惰性气体(通常是二氧化碳和氩气的混合物)通过焊接套管供应到燃烧器 - 这可以防止熔渣形成并提高焊接质量。
由于这项技术,半自动焊接与电弧机相比具有以下优点:
- 可焊接厚度为 0.5 mm 的薄工件。
- 烹饪钢、不锈钢、铸铁、铝和有色金属。
- 进行工作时,没有熔渣,几乎没有烟雾 - 与电弧方法相比,这对健康的危害较小,提高了接缝质量。
MIG 的缺点包括体积庞大(需要巨大的气瓶和燃烧器的电线供应系统)以及无法在将气体吹出焊接区的强风中工作。
米。 9 惰性气体环境中薄壁异型管的焊接
工具和设备
手工电弧焊技术相对简单,使用专门的设备和电极进行。您还需要辅助工具和防护设备。





设备类型
有三种类型的设备可用于自己动手做弧焊:
- 变压器。这种设备的工作原理是基于交流电。应该注意的是,它们非常重,能够导致一般电网中的电压突然变化并且非常嘈杂。在变压器上制作均匀的焊缝非常困难;只有经验丰富的焊工才能做到。但是,如果新手工匠使用变压器进行弧焊培训,那么使用其他设备会容易得多;
- 整流器。器件的操作由半导体二极管提供。这种类型的单元将交流电变成直流电。这些是多功能设备。几乎所有电极都适用于它们,并且可以在不同的金属上进行焊接。与变压器相比,焊接过程更容易,电弧稳定;
- 逆变器。他们几乎无声地工作。由于紧凑和自动调节系统,易于使用。在操作过程中,该设备通过转换交流电产生大功率直流电。
在所有设备中,逆变器被认为是最好的。它们即使在电涌期间也能产生稳定的电弧,并且是多功能的。
工具和设备
用电弧焊进行焊接前,首先要准备好个人防护用品和工具:
- 焊接设备和电极。刚学焊接技能的人,要多准备焊条;
- 辅助工具。电弧焊技术涉及去除焊接过程中产生的熔渣,为此您需要一把锤子和一把金属刷子;
- 防护服。不要在没有特殊面罩、手套和由致密材料制成的防护服的情况下开始焊接。不值得忽视这些手段,因为人类安全取决于它们。
如果您是第一次使用该设备并想学习如何通过手工电弧焊正确焊接,建议预先准备培训金属元素。
菜鸟常见错误
弧焊方案。
初学者焊工通常会犯与焊接设备使用基础知识无知有关的错误。例如,初学者可能不知道如何选择正确的极性进行逆变器焊接,这会导致连接形成不良甚至烧穿零件。
可以区分以下主要错误:
- 忽视安全预防措施;
- 焊机选择错误;
- 使用劣质或未经准备的电极;
- 无需试缝即可工作。
对于初学者,如果您通过焊接烹饪 Resant,则应单独注意一项功能。这种设备很受欢迎,但它的连接电缆很短,使用起来很不方便。
焊接机的种类
市场上有大量各种型号的焊机。
在他们的所有品种中:
- 变压器;
- 整流器;
- 逆变器;
- 半自动;
- 自动机器;
- 等离子体;
在家庭车间中,最常使用变压器是因为它们便宜,而逆变器则因为它们简单易用。其余的要么需要特殊的工作条件,只能在生产中实现,要么需要特殊的培训和长期获得技能。
变压器
这种设备的设备非常简单 - 它是一个强大的降压变压器,其中包括一个工作电路的次级绕组。

变压器焊接机
变压器优势:
- 朴实无华;
- 生存能力;
- 简单;
- 廉价。
缺陷
- 非常大的重量和尺寸;
- 电弧稳定性低;
- 使用交流电;
- 导致电源浪涌。
这种设备需要焊工的技能和丰富的经验。对于教新手焊工如何正确焊接,它是不合适的。
逆变器
逆变器装置具有更复杂的设计。逆变器单元反复转换输入电源电压,使其参数达到所需参数。由于高频电流的变换,变压器的尺寸和重量要小很多倍。

逆变器
逆变器的优点:
- 重量轻、尺寸小;
- 电路中的稳定电压和电流;
- 附加防粘和热启动功能;
- 微调电流和电弧参数的能力;
- 不会在供电网络中引起电压浪涌。
逆变器也有缺点:
- 高价;
- 抗冻性低。
学习如何正确烹饪最好从逆变器开始。圆弧参数的稳定性和更容易启动和防止“卡住”的附加功能将使初学者能够专注于接缝并快速掌握技术。



电焊技术
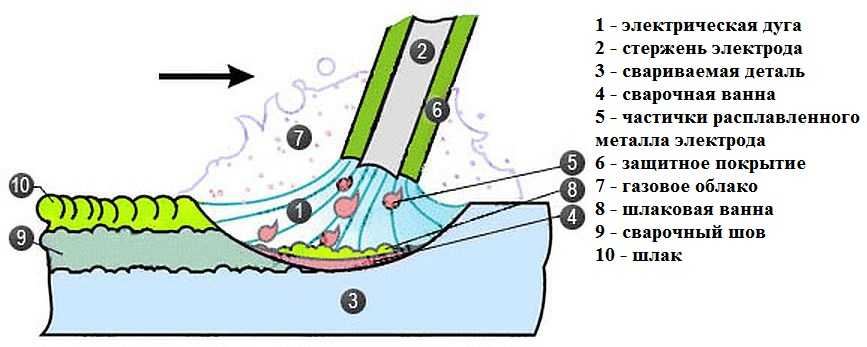
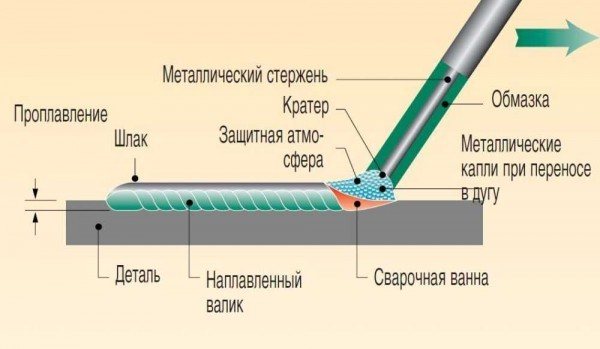
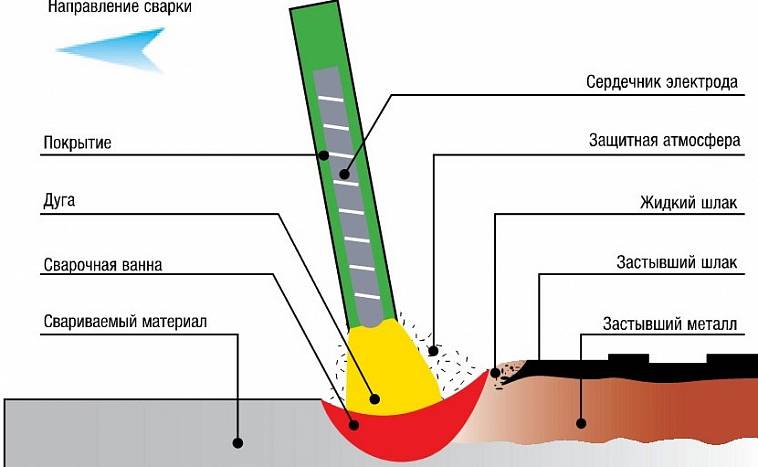
电焊是在高温影响下发生的过程,高于金属的熔化。作为焊接的结果,在金属表面上形成所谓的熔池,该熔池填充有熔化的电极,从而形成焊缝。
因此,实施电焊的主要条件是点燃电极电弧,使被焊工件上的金属熔化并充满焊池。简而言之,一个毫无准备的人似乎很难做到这一点。首先,您需要了解电极燃烧的速度,这取决于它的直径和电流强度,并且还能够在金属焊接过程中区分熔渣。
此外,在焊接过程中(从一侧到另一侧)要保持均匀的速度和正确的电极运动,使焊缝光滑可靠,能够承受断裂载荷。
如何点亮弧线
开始电焊的发展应以正确引弧为起点。培训最好在一块不必要的金属上进行,但它不应该生锈,因为这会使任务严重复杂化,并且可能会使新手焊工感到困惑。
启动圆弧有两种简单的方法:
- 通过快速触摸工件表面上的电极,然后将其向上拉至 2-3 mm 的距离。如果将电极从上面的金属中提起,电弧可能会消失或变得太不稳定;
- 将电极敲击在待焊工件的表面,就像点燃火柴一样。有必要用电极的尖端接触金属,并将其在表面上方(朝向焊接部位)拉 2-3 厘米,直到电弧点燃。
第二种引弧方法最适合初学者电焊工,因为它是最简单的。此外,对金属的短期指导会使电极升温,然后用它做饭变得容易得多。
引弧后,应尽量靠近工件表面,距离不超过0.5厘米,此外,此距离必须始终保持大致相同,否则焊缝会损坏。丑陋且参差不齐。
焊接速度
电极的速度取决于被焊接金属的厚度。因此,它越薄,焊接速度越快,反之亦然。当您学习如何点燃弧线并开始或多或少地烹饪时,这方面的经验会随着时间的推移而出现。下面的图片显示了说明性示例,您可以通过这些示例了解焊接的速度。
如果缓慢,则焊缝会变厚,并且其边缘会强烈熔化。相反,如果电极驱动过快,则接缝薄弱且不均匀。在正确的焊接速度下,金属完全填满熔池。
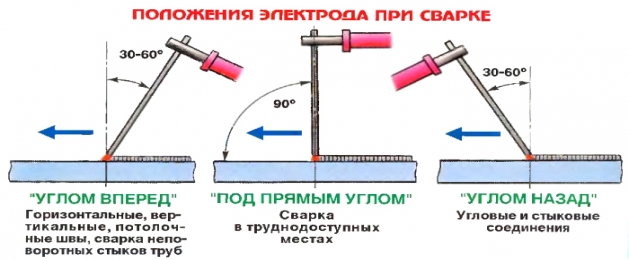
此外,在练习焊接时,您需要监控电极相对于金属表面的正确角度。角度应约为 70 度,必要时可以更改。在焊缝形成期间,电极的运动可以是纵向的、平移的和振荡的,从一侧到另一侧。
这些电极引导技术中的每一种都可以让您获得所需的接缝,减少或增加其宽度,还可以更改一些其他参数。